ITEM SPECIFICS
-
Brand
KBH
-
origin
Republic of Korea
-
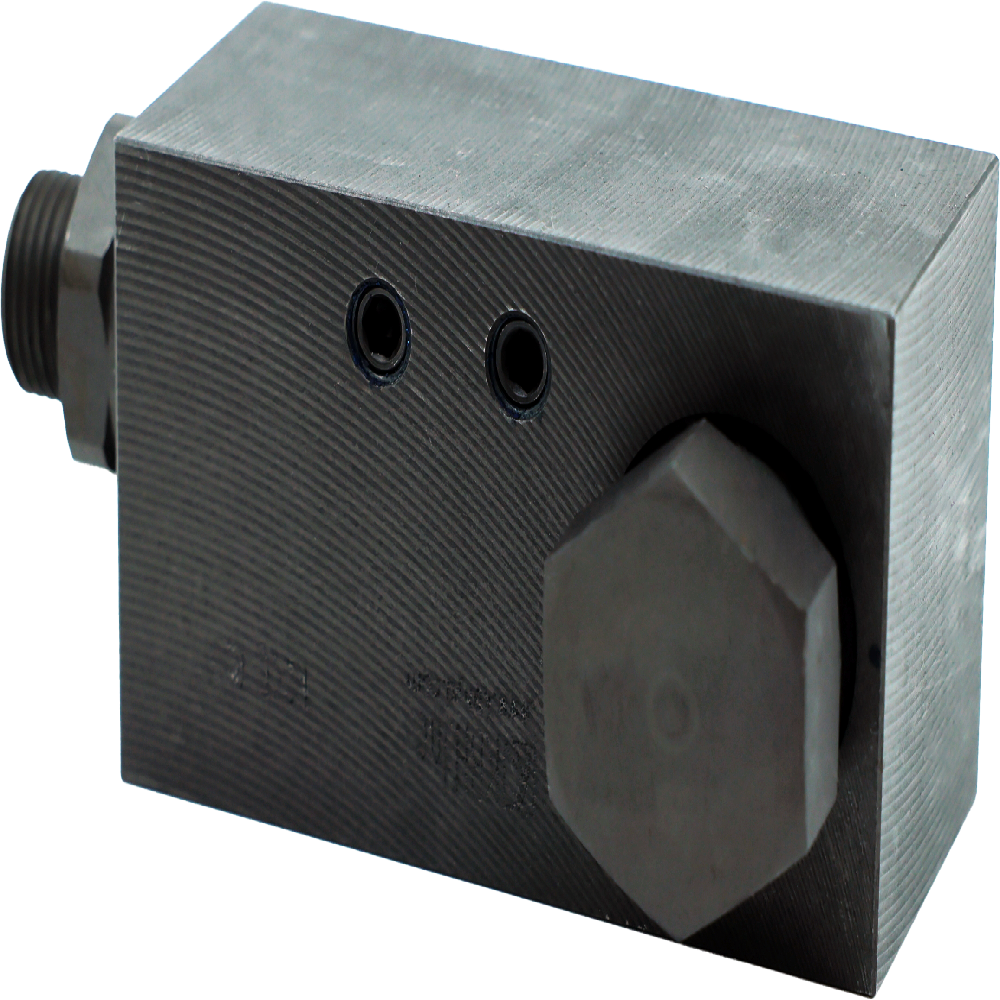
Size(Capacity)
Sensing Valve
PRODUCT DESCRIPTION
The sequence valve applied to the agitation cylinder in the pumping system of a concrete pump truck is used to control the sequential operation of the cylinders. In this case, the sequence valve ensures that the agitation cylinder operates in the correct order with other components of the pumping system, such as the concrete pump and the delivery cylinders.
Key functions of the sequence valve in this context:
1. Sequential Control: The sequence valve ensures that the agitation cylinder only operates when certain conditions are met, such as the correct pressure or position of other cylinders in the system. This ensures proper timing and synchronization of operations.
2. Pressure-Driven Activation: The sequence valve typically uses pressure from the hydraulic system to activate the next operation. For example, once the pressure reaches a preset level, the sequence valve will allow the agitation cylinder to engage, ensuring smooth operation of the entire concrete pumping system.
3. Safety and Efficiency: By controlling the sequence of operations, the valve prevents components from engaging at the wrong time, which could cause damage to the system or inefficiencies. It helps ensure that the concrete is mixed and pumped properly without unnecessary strain on the machinery.
4. Applications in Concrete Pump Trucks: The sequence valve is an essential component in concrete pump trucks to manage the various hydraulic operations involved in pumping, mixing, and delivering concrete. It maintains smooth, synchronized motion between the agitation cylinder and other hydraulic components.
1. Sequential Control: The sequence valve ensures that the agitation cylinder only operates when certain conditions are met, such as the correct pressure or position of other cylinders in the system. This ensures proper timing and synchronization of operations.
2. Pressure-Driven Activation: The sequence valve typically uses pressure from the hydraulic system to activate the next operation. For example, once the pressure reaches a preset level, the sequence valve will allow the agitation cylinder to engage, ensuring smooth operation of the entire concrete pumping system.
3. Safety and Efficiency: By controlling the sequence of operations, the valve prevents components from engaging at the wrong time, which could cause damage to the system or inefficiencies. It helps ensure that the concrete is mixed and pumped properly without unnecessary strain on the machinery.
4. Applications in Concrete Pump Trucks: The sequence valve is an essential component in concrete pump trucks to manage the various hydraulic operations involved in pumping, mixing, and delivering concrete. It maintains smooth, synchronized motion between the agitation cylinder and other hydraulic components.
R&D CERTIFICATE
PAYMENTS DETAILS
This supplier supports payments for offline orders
- Telegraphic Transfer : T/T
- Name : Nelly Kim
SHIPPING
Shipping from :
Afghanistan
- 9-36 Tangeum-gil Bongsan-myeon, Damyang-gun, Jeollanam-do (57371)
KBH Co., Ltd.
KBH Co., Ltd.
Seller_MailThe person in charge
GYEONG BIN ROHAddress
9-36 Tangeum-gil Bongsan-myeon, Damyang-gun, Jeollanam-do (57371)
Introduction
KBH has been advancing for over 20 years, proudly showcasing outstanding technology and quality in the field of precision machining.
Based on the latest machining skill, we precisely manufacture high-quality components according to customer requirements.
We can provide optimal solutions across various industries through strict quality control and continuous technological innovation.
As your reliable partner, we will grow together with our customers.
-
- Business Type :
- Manufacturer
-
- Main Product :
- Hydraulic Parts, Hydraulic Valve, Hydraulic Block, Hydraulic Cylinder, Hydraulic Motor
-
- Established :
- 2004-01-01
-
- Total Annual Revenue :
-
- Total Employees :
- 11~50 people
R&D CERTIFICATE
Please suggest a variety of your ideas such as design, impact, enhancements, etc
Captcha Required
Please enter the text on the left image to prevent automatic input.
0 / 4000
질문이 없습니다.
CUSTOMER REVIEWS (0)

TRADE EXPERIENCE
-
- Total revenue
-
- Total export revenue (previous year in USD)
-
- Number of foreign trade employees
- 11~50 people
COMPARISON TO SIMILAR ITEMS more
- No Items
- supplier level
- MEMBER
- KBH Co., Ltd.
- Seller's Store url
- Response Level
★ ★ ★ ★ ★

- Supplier Level
★ ★ ★ ★ ★
- Transaction Level
★ ★ ★ ★ ★
SUPPLIER BEST